





Metallum S-SEN, professionalis supplementum partium Plated Coated, leverages tractandi technologiae superficiei progressae, ratio temperantiae qualitatis rigorosa, et serviendi facultates nativus ad praecipuum qualitatem, sumptus efficaces solutiones efficiens variis industriis per orbem terrarum praestandis. Hunc campum multos annos coluimus, facultatibus nostris professionalibus fabricandis suffulti, multiplices nuclei processus integrantes sicut electroplatandi, tinguendi fovendi et anodiendi.
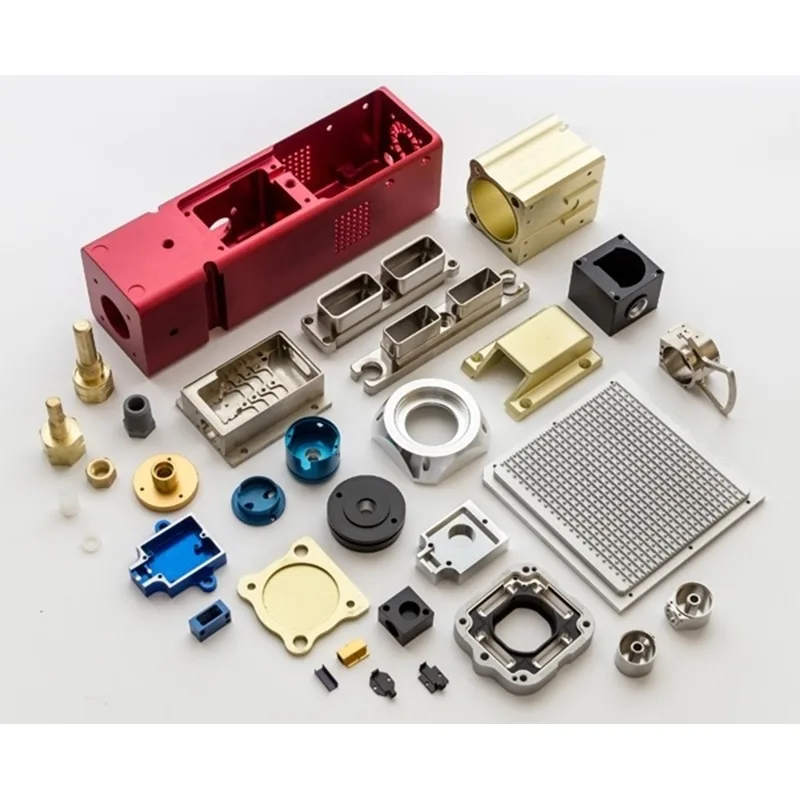
Metallum S-SEN specialitas in R&D, productione, ac venditionibus partium patellarum obductis. Cum innovatione technologica in suo nucleo et stabili qualitate fundamento, clientes globales una-solutas solutiones partium patellarum et obductis praebemus. Nostrae partes patellae obductis varias subiectas tegunt, etiam chalybem immaculatum, aluminium stannum, et chalybem. Processus curationis superficiei consuescere possumus ad applicationes specificas aptandas, et fructus nostri late utuntur in ferrariis productis, partibus autocinetis, instrumento electronico, facultates velit, structuras aedificandi, et multas alias industrias.
Pro directo opifice, medios eliminamus, finem obtinentes a procuratione et productione materiae rudis usque ad partus operis effecti. Hoc firmitatem praestat qualitas partium bractearum nostrarum, et emptores magis competitive pretium praebet.
1. Electroplating
Per processum definitum electrolyticum deponimus uniformem nickel, chromium, vel laminam aeris in superficie substrato metalli, efficaciter repugnantiam corrosionis meliorem, resistentiam gerunt, et glossam superficiei partium patellarum obductis. Hic processus est aptus variis subiectis sicut chalybs immaculata et aluminium mixtura. Post processum ipsum, crassitudo efficiens uniformis est et constans, magna adhaesio, necessitatibus occurrens applicationes altae subtilitatis. Late in electronicis componentibus, ferramentis accessoriis et aliis productis subtilitate adhibitis.
2. Hot-Dip Galvanizing
Nostra intinge processum movere calefaciens partes metallicas in zincum fusile in 445℃-450℃ immergit, densum zinci ferrei mixturam efformans et iacuit superficies pura zinci in subiecto. Haec methodus metallurgicae compagis validam adhaesionem inter tunicam et subiectam efficit, ut diuturnum tempus efficax corrosio tutelae ferramentorum et structurarum ferro velit, aptas ad patellas partium obductis humidis, velit ambitus protractas periodos protractas, aptas.
3. Anodizing & Electrolytic Coloring
Hic processus imprimis applicatur ad partes obductas aluminii et aluminii mixturas. Per reactionem electrochemicam, cinematographicum durum oxydatum in superficie substrata formatur, signanter resistentia emendans producti corrosionem, resistentiam gerunt, et proprietates velit. Sequens processus coloring electrolyticus consequitur speciem stabilem, obsistens resistens cum varietate colorum, apta partium automotivarum, partium electronicarum, et aliorum productorum tam aestheticorum quam effectuum requirentium. Pro necessitatibus, dividi potest in Type II (anodizing ordinarium) et in Type III (anodizing difficile), apta ad decorativas et postulandas applicationes -resistentes, respective.
1. Nigratio amet
Per reactionem chemica moderata, oxydatus niger cinematographicus in superficie ferrea formatur, praecipue rubigo tutelam partium patellarum praebens dum etiam mattam simplicem et urbanam metam praebens. Apta applicationes ad apparentiam humilem clavem requirunt, sicut partes mechanicae et instrumenta ferramenta.
2. SPARSIO
Haec pictura utrumque imbre et pulverem efficiens includit. Imbre pictura offert amplis coloribus et glossis gradus ad diversa ornamenta necessaria; pulveris efficiens signanter meliorem lapsum resistentia patellae partium, praebens validam adhaesionem et resistentiam ad decorticationem, faciens aptas ad res magnas tutelae requisita, ut velit apparatu insterni et appliance componentes. Utimur instrumento professionali spargendorum ad efficiendum uniformem tunicam liberam currit, bullae, aliorumque defectuum.
3. politura & Brushing
Polire glossema altum creat, laeve consummatio in ferro immaculato et in lammina aeris partes obductis, imperfectiones superficiei minuens et purgatio expediat. Percutiens subtilia, textura filamentorum in superficie substrata creat, minora efficaciter scalpit occultans et singularem aspectum texturatum exhibet. Hoc aptum est ad ornatum patellatum partium aluminii mixturae et chalybis immaculatae factae, sicut ferramenta supellex et insterni electronic.
4. Sandblasting & Electrophoresis
Sandblating immunditias et strata oxydorum e superficie substrata tollit, asperitatem superficiem meliorem et fundamentum bonum praebens ad adhaesionem tunicae sequentis, ita ut litura in patella partium obductis non facile decerpatur. Electrophoresis autem efficit uniformem, corrosio-repugnantem in ferro immaculato et aluminium mixturae substratis. Limatura densa est et optimam tutelam praebet, eamque aptam ad praecisionem partium cum magna corrosione resistentiae requisitis aptam praebet.


| Parameter Item | Specification | Processus applicabilis | Substratum Material |
|---|---|---|---|
| Coing Crassitudo | 0.1μm - 50μm (customizable) | Electroplating, Anodizing | Aluminium Alloy |
| Hot-Dip Galvanizing Temperature | 445 - 450℃ | Hot-Dip Galvanizing | Steel |
| Anodizing film Crassitudo | Type II: 10-15μm; Typus III: 35-50μm | Anodizing & Electrolytic Coloring | Aluminium Alloy |
| Spray Coating Crassitudo | 50μm - 150μm (commodum) | SPARSIO (Pictura, Pulvis Coating) | Steel, Aluminium Alloy, Steel |
| Corrosio Resistentia | Neutrum Salis Spray Test: ≥48h (customizable ≥720h) | Omnes Processus | Omnes Lorem Substrates |
| Superficies asperitas (Ra) | 0.1μm - 1.6μm (commodum) | Policio, Brushing, Sandblasting | Aluminium Alloy, Copper |













